PET
Polietilene tereftalato (a volte scritto poli (etilene tereftalato)), comunemente abbreviato PET, PETE, o l'obsoleto PETP o PET-P, è il più comune termoplastico polimero resina del poliestere famiglia ed è utilizzato nelle fibre per abbigliamento, contenitori per liquidi e alimenti, termoformatura per la produzione e in combinazione con fibra di vetro per resine tecniche.
Può anche essere indicato con il nome del marchio Dacron; in Gran Bretagna, Terylene; oppure, in Russia e nell'ex Unione Sovietica, lavsan.
La maggior parte della produzione mondiale di PET è per fibre sintetiche (oltre il 60%), con la produzione di bottiglie che rappresenta circa il 30% della domanda globale. Nel contesto delle applicazioni tessili, il PET viene indicato con il suo nome comune, poliestere, mentre l'acronimo PET è generalmente utilizzato in relazione all'imballaggio. Il poliestere costituisce circa il 18% della produzione mondiale di polimeri ed è il quarto più prodotto polimero; polietilene(PIEDE), polipropilene (PP) e cloruro di polivinile (PVC) sono rispettivamente primo, secondo e terzo.
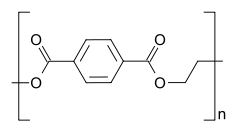
Il PET è costituito da polimerizzati unità del monomero etilentereftalato, con ripetizione (C10H8O4) unità. Il PET è comunemente riciclato e ha il numero 1 come simbolo del riciclaggio.
A seconda della sua lavorazione e della storia termica, il polietilentereftalato può esistere sia come amorfo (trasparente) che come polimero semicristallino. Il materiale semicristallino potrebbe apparire trasparente (dimensione delle particelle <500 nm) o opaco e bianco (dimensione delle particelle fino a pochi micrometri) a seconda della sua struttura cristallina e della dimensione delle particelle. Il suo monomero bis (2-idrossietil) tereftalato può essere sintetizzato da esterificazione reazione tra acido tereftalico ed glicole etilenico con l'acqua come sottoprodotto, o da transesterificazione reazione tra glicole etilenico ed dimetil tereftalato con metanolo come sottoprodotto. La polimerizzazione avviene tramite a policondensazione reazione dei monomeri (eseguita immediatamente dopo l'esterificazione / transesterificazione) con acqua come sottoprodotto.
| nomi | |
|---|---|
| Nome IUPAC
Poli (etilbenzene-1,4-dicarbossilato)
|
|
| Identificatori | |
| 25038-59-9 |
|
| Abbreviazioni | PET, PET |
| Properties | |
| (C10H8O4)n | |
| Massa molare | variabile |
| Densità | 1.38 g / cm3 (20 ° C), amorfo: 1.370 g / cm3, cristallo singolo: 1.455 g / cm3 |
| Punto di fusione | > 250 ° C, 260 ° C |
| Punto di ebollizione | > 350 ° C (si decompone) |
| Praticamente insolubile | |
| Conduttività termica | Da 0.15 a 0.24 W m-1 K-1 |
| 1.57–1.58, 1.5750 | |
| Termochimica | |
| 1.0 kJ / (kg · K) | |
| Composti correlati | |
|
Leggi Anche monomeri
|
Acido tereftalico Glicole etilenico |
|
Salvo dove diversamente indicato, i dati sono forniti per i materiali in essi contenuti stato standard (a 25 ° C [77 ° F], 100 kPa).
|
|
si utilizza
Poiché il PET è un eccellente materiale barriera all'acqua e all'umidità, le bottiglie di plastica in PET sono ampiamente utilizzate per le bevande analcoliche (vedere la carbonatazione). Per alcune bottiglie speciali, come quelle designate per il contenimento della birra, il PET inserisce uno strato aggiuntivo di alcol polivinilico (PVOH) per ridurre ulteriormente la sua permeabilità all'ossigeno.
PET orientato biassialmente pellicola (spesso conosciuta con uno dei suoi nomi commerciali, "Mylar") può essere alluminata facendo evaporare una sottile pellicola di metallo su di essa per ridurne la permeabilità e per renderla riflettente e opaca (MPE). Queste proprietà sono utili in molte applicazioni, incluso il cibo flessibile imballaggio ed isolamento termico. Vedi: "coperte spaziali“. A causa della sua elevata resistenza meccanica, la pellicola in PET viene spesso utilizzata nelle applicazioni con nastro, come il supporto per nastro magnetico o il supporto per nastri adesivi sensibili alla pressione.
Il foglio in PET non orientato può essere termoformato per realizzare vassoi di confezionamento e blister. Se si utilizza PET cristallizzabile, le teglie possono essere utilizzate per cene surgelate, poiché resistono sia a temperature di congelamento che di cottura al forno. Al contrario del PET amorfo, che è trasparente, il PET o CPET cristallizzabile tende ad essere di colore nero.
Quando viene riempito con particelle o fibre di vetro, diventa notevolmente più rigido e più resistente.
Il PET viene anche utilizzato come substrato nelle celle solari a film sottile.
Il terilene è anche impiombato nelle cime delle corde delle campane per aiutare a prevenire l'usura delle corde mentre passano attraverso il soffitto.
Storia
Il PET è stato brevettato nel 1941 da John Rex Whinfield, James Tennant Dickson e dal loro datore di lavoro, la Calico Printers 'Association di Manchester, in Inghilterra. EI DuPont de Nemours nel Delaware, USA, utilizzò per la prima volta il marchio Mylar nel giugno 1951 e ne ottenne la registrazione nel 1952. È ancora il nome più noto utilizzato per la pellicola di poliestere. L'attuale proprietario del marchio è DuPont Teijin Films US, una partnership con una società giapponese.
Nell'Unione Sovietica, il PET è stato prodotto per la prima volta nei laboratori dell'Istituto dei composti alto-molecolari dell'Accademia delle scienze dell'URSS nel 1949, e il suo nome "Lavsan" è un acronimo (лаоратории нститута всокомолекулярных соединений Аragazze наук ).
La bottiglia in PET è stata brevettata nel 1973 da Nathaniel Wyeth.
Proprietà fisiche
Il PET allo stato naturale è una resina semicristallina incolore. In base a come viene elaborato, il PET può essere da semirigido a rigido ed è molto leggero. È una buona barriera ai gas e all'umidità, nonché una buona barriera all'alcool (richiede un trattamento "barriera" aggiuntivo) e ai solventi. È forte e resistente agli urti. Il PET diventa bianco se esposto al cloroformio e anche ad altre sostanze chimiche come il toluene.
Circa il 60% di cristallizzazione è il limite massimo per i prodotti commerciali, ad eccezione delle fibre di poliestere. I prodotti trasparenti possono essere prodotti raffreddando rapidamente il polimero fuso al di sotto di Tg temperatura di transizione vetrosa per formare un solido amorfo. Come il vetro, il PET amorfo si forma quando alle sue molecole non viene concesso abbastanza tempo per disporsi in modo ordinato e cristallino quando la massa fusa viene raffreddata. A temperatura ambiente le molecole sono congelate in posizione, ma, se sufficiente energia termica viene reimmessa in esse riscaldando sopra Tg, iniziano a muoversi di nuovo, permettendo ai cristalli di nucleari e crescere. Questa procedura è nota come cristallizzazione allo stato solido.
Quando viene lasciato raffreddare lentamente, il polimero fuso forma un materiale più cristallino. Questo materiale ha sferuliti contenente molti piccoli cristalliti quando cristallizzato da un solido amorfo, piuttosto che formare un unico grande cristallo. La luce tende a disperdersi mentre attraversa i confini tra i cristalliti e le regioni amorfe tra di loro. Questa dispersione significa che il PET cristallino è opaco e bianco nella maggior parte dei casi. La trafilatura delle fibre è tra i pochi processi industriali che producono un prodotto quasi monocristallino.
Viscosità intrinseca

Una delle caratteristiche più importanti del PET è indicata come viscosità intrinseca (IV).
La viscosità intrinseca del materiale, trovata estrapolando a zero la concentrazione della viscosità relativa alla concentrazione misurata in decilitri per grammo (dℓ / g). La viscosità intrinseca dipende dalla lunghezza delle sue catene polimeriche ma non ha unità poiché viene estrapolata a concentrazione zero. Più lunghe sono le catene polimeriche, maggiori sono gli intrecci tra le catene e quindi maggiore è la viscosità. La lunghezza media della catena di un particolare lotto di resina può essere controllata durante policondensazione.
La gamma di viscosità intrinseca del PET:
Grado di fibra
- 0.40–0.70 Tessile
- 0.72–0.98 Tecnico, corda per pneumatici
Grado di pellicola
- 0.60-0.70 BOPET (pellicola PET orientata biassialmente)
- 0.70–1.00 Valutazione del foglio per termoformatura
Grado di bottiglia
- 0.70–0.78 Bottiglie d'acqua (piatte)
- 0.78–0.85 Qualità per bibite gassate
Monofilo, tecnopolimero
- 1.00-2.00
essiccazione
Il PET lo è igroscopico, il che significa che assorbe l'acqua dall'ambiente circostante. Tuttavia, quando questo PET "umido" viene poi riscaldato, l'acqua idrolizza il PET, diminuendone la resilienza. Pertanto, prima che la resina possa essere lavorata in una macchina di stampaggio, deve essere asciugata. L'essiccazione si ottiene mediante l'uso di a essiccante o essiccatori prima che il PET venga immesso nelle apparecchiature di lavorazione.
All'interno dell'essiccatore, l'aria calda e secca viene pompata sul fondo della tramoggia contenente la resina in modo che fluisca attraverso il pellet, rimuovendo l'umidità lungo il percorso. L'aria calda e umida lascia la parte superiore della tramoggia e viene prima fatta passare attraverso un postrefrigeratore, perché è più facile rimuovere l'umidità dall'aria fredda rispetto all'aria calda. L'aria fresca e umida risultante viene quindi fatta passare attraverso un letto essiccante. Infine, l'aria fresca e secca che lascia il letto essiccante viene riscaldata nuovamente in un riscaldatore di processo e rimandata indietro attraverso gli stessi processi in un circuito chiuso. Tipicamente, i livelli di umidità residua nella resina devono essere inferiori a 50 parti per milione (parti di acqua per milione di parti di resina, in peso) prima della lavorazione. Il tempo di permanenza nell'asciugatrice non dovrebbe essere inferiore a circa quattro ore. Questo perché l'essiccazione del materiale in meno di 4 ore richiederebbe una temperatura superiore a 160 ° C, a quale livello idrolisi inizierebbero all'interno dei pellet prima che potessero essere asciugati.
Il PET può anche essere essiccato in essiccatori di resine ad aria compressa. Gli essiccatori ad aria compressa non riutilizzano l'aria di essiccazione. L'aria compressa secca e riscaldata viene fatta circolare attraverso i pellet di PET come nell'essiccatore ad adsorbimento, quindi rilasciata nell'atmosfera.
copolimeri
Oltre al puro (omopolimero) PET, PET modificato da copolimerizzazione è inoltre disponibile.
In alcuni casi, le proprietà modificate del copolimero sono più desiderabili per una particolare applicazione. Per esempio, cicloesano dimetanolo (CHDM) può essere aggiunto alla struttura portante polimerica al posto di glicole etilenico. Poiché questo elemento costitutivo è molto più grande (6 atomi di carbonio aggiuntivi) rispetto all'unità di glicole etilenico che sostituisce, non si adatta alle catene vicine come farebbe un'unità di glicole etilenico. Ciò interferisce con la cristallizzazione e abbassa la temperatura di fusione del polimero. In generale, tale PET è noto come PETG o PET-G (polietilentereftalato modificato con glicole; Eastman Chemical, SK Chemicals e Artenius Italia sono alcuni produttori di PETG). Il PETG è un materiale termoplastico trasparente amorfo che può essere stampato a iniezione o estruso in fogli. Può essere colorato durante la lavorazione.
Un altro modificatore comune è acido isoftalico, sostituendo alcuni dei 1,4- (para-) collegato tereftalato unità. Il 1,2- (orto-) o 1,3- (arrivo-) Il collegamento produce un angolo nella catena, che disturba anche la cristallinità.
Tali copolimeri sono vantaggiosi per certe applicazioni di stampaggio, come termoformatura, che viene utilizzato ad esempio per realizzare imballaggi in vassoi o blister da film in co-PET, o fogli in PET amorfo (A-PET) o fogli in PETG. D'altra parte, la cristallizzazione è importante in altre applicazioni in cui la stabilità meccanica e dimensionale sono importanti, come le cinture di sicurezza. Per le bottiglie in PET, l'uso di piccole quantità di acido isoftalico, CHDM, glicole dietilenico (DEG) o altri comonomeri possono essere utili: se si usano solo piccole quantità di comonomeri, la cristallizzazione viene rallentata ma non completamente impedita. Di conseguenza, le bottiglie sono ottenibili tramite soffiaggio stirato (“SBM”), che sono sia abbastanza chiari che cristallini da costituire una barriera adeguata agli aromi e persino ai gas, come l'anidride carbonica nelle bevande gassate.
Produzione

Il polietilene tereftalato è prodotto da glicole etilenico ed dimetil tereftalato (C6H4(CO2CH3)2) o puoi acido tereftalico.
Il primo è un file transesterificazione reazione, mentre quest'ultimo è un esterificazione reazione.
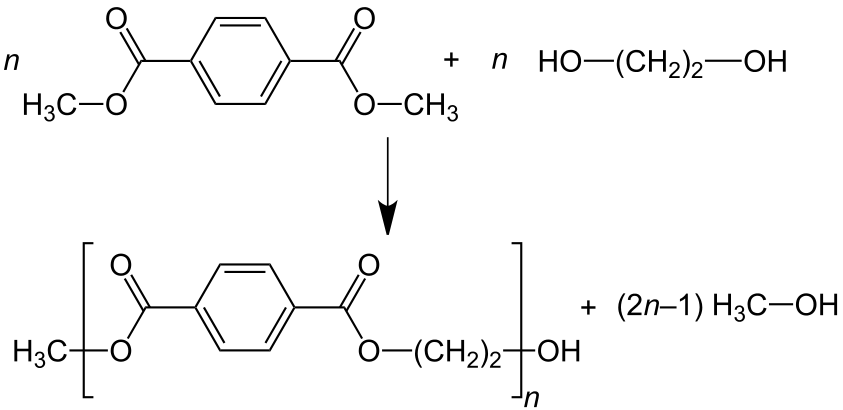
Processo di dimetil tereftalato
In dimetil tereftalato processo, questo composto e l'eccesso di glicole etilenico vengono fatti reagire nella massa fusa a 150–200 ° C con a catalizzatore di base. Metanolo (CH3OH) viene rimosso mediante distillazione per portare avanti la reazione. Il glicole etilenico in eccesso viene distillato a temperatura più elevata con l'aiuto del vuoto. La seconda fase di transesterificazione procede a 270-280 ° C, con distillazione continua anche di glicole etilenico.
Le reazioni sono idealizzate come segue:
- Il primo passo
- C6H4(CO2CH3)2 + 2 HOCH2CH2AH → C6H4(CO2CH2CH2OH)2 + 2 canali3OH
- Secondo passo
- n C6H4(CO2CH2CH2OH)2 → [(CO) C6H4(CO2CH2CH2O)]n + n ALTO2CH2OH
Processo con acido tereftalico
Nel acido tereftalico processo, l'esterificazione del glicole etilenico e dell'acido tereftalico viene condotta direttamente a pressione moderata (2.7–5.5 bar) e ad alta temperatura (220–260 ° C). L'acqua viene eliminata nella reazione e viene anche rimossa continuamente per distillazione:
- n C6H4(CO2H)2 + n ALTO2CH2OH → [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O
Degradazione
Il PET è soggetto a vari tipi di degradazioni durante la lavorazione. Le principali degradazioni che possono verificarsi sono l'ossidazione idrolitica, e probabilmente la più importante, termica. Quando il PET si degrada, accadono diverse cose: scolorimento, catena scissioni con conseguente riduzione del peso molecolare, formazione di acetaldeidee legami incrociati (Formazione "gel" o "occhio di pesce"). Lo scolorimento è dovuto alla formazione di vari sistemi cromoforici a seguito di un trattamento termico prolungato a temperature elevate. Questo diventa un problema quando i requisiti ottici del polimero sono molto elevati, come nelle applicazioni di imballaggio. La degradazione termica e termoossidativa si traduce in scarse caratteristiche di lavorabilità e prestazioni del materiale.
Un modo per alleviare questo problema è utilizzare un file copolimero. Comonomeri come CHDM o acido isoftalico abbassare la temperatura di fusione e ridurre il grado di cristallinità del PET (particolarmente importante quando il materiale viene utilizzato per la produzione di bottiglie). Pertanto, la resina può essere formata plasticamente a temperature inferiori e / o con forza inferiore. Ciò aiuta a prevenire la degradazione, riducendo il contenuto di acetaldeide del prodotto finito a un livello accettabile (cioè impercettibile). Vedere copolimeri, sopra. Un altro modo per migliorare la stabilità del polimero è utilizzare stabilizzanti, principalmente antiossidanti come fosfiti. Recentemente, è stata anche considerata la stabilizzazione a livello molecolare del materiale utilizzando sostanze chimiche nanostrutturate.
acetaldeide
acetaldeide è una sostanza incolore, volatile con un odore fruttato. Sebbene si formi naturalmente in alcuni frutti, può causare un cattivo sapore nell'acqua in bottiglia. L'acetaldeide si forma per degradazione del PET a causa della cattiva gestione del materiale. Le alte temperature (il PET si decompone sopra i 300 ° C o 570 ° F), le alte pressioni, le velocità dell'estrusore (il flusso di taglio eccessivo aumenta la temperatura) e i lunghi tempi di permanenza nel cilindro contribuiscono alla produzione di acetaldeide. Quando viene prodotta acetaldeide, una parte di essa rimane disciolta nelle pareti di un contenitore e poi diffondere nel prodotto conservato al suo interno, alterandone il gusto e l'aroma. Questo non è un problema per i prodotti non consumabili (come lo shampoo), per i succhi di frutta (che contengono già acetaldeide) o per le bevande dal gusto forte come le bibite analcoliche. Per l'acqua in bottiglia, tuttavia, il basso contenuto di acetaldeide è piuttosto importante, perché, se nulla maschera l'aroma, anche concentrazioni estremamente basse (10-20 parti per miliardo nell'acqua) di acetaldeide possono produrre un sapore sgradevole.
Antimonio
Antimonio (Sb) è un elemento metalloide che viene utilizzato come catalizzatore sotto forma di composti come triossido di antimonio (Sb2O3) o triacetato di antimonio nella produzione di PET. Dopo la produzione, è possibile trovare una quantità rilevabile di antimonio sulla superficie del prodotto. Questo residuo può essere rimosso con il lavaggio. L'antimonio rimane anche nel materiale stesso e può, quindi, migrare nel cibo e nelle bevande. L'esposizione del PET all'ebollizione o al microonde può aumentare i livelli di antimonio in modo significativo, possibilmente al di sopra dei livelli massimi di contaminazione USEPA. Il limite di acqua potabile valutato dall'OMS è di 20 parti per miliardo (WHO, 2003) e il limite di acqua potabile negli Stati Uniti è di 6 parti per miliardo. Sebbene il triossido di antimonio sia di bassa tossicità se assunto per via orale, la sua presenza è ancora motivo di preoccupazione. Lo svizzero Ufficio federale della sanità pubblica ha studiato la quantità di migrazione di antimonio, confrontando le acque imbottigliate in PET e vetro: le concentrazioni di antimonio dell'acqua nelle bottiglie in PET erano più elevate, ma ancora ben al di sotto della concentrazione massima consentita. L'Ufficio federale della sanità pubblica ha concluso che piccole quantità di antimonio migrano dal PET nell'acqua in bottiglia, ma che il rischio per la salute delle risultanti basse concentrazioni è trascurabile (1% del "dose giornaliera tollerabile"Determinato da OMS). Uno studio successivo (2006) ma più ampiamente pubblicizzato ha rilevato quantità simili di antimonio nell'acqua nelle bottiglie in PET. L'OMS ha pubblicato una valutazione del rischio per l'antimonio nell'acqua potabile.
Tuttavia, i concentrati di succhi di frutta (per i quali non sono state stabilite linee guida), che sono stati prodotti e imbottigliati in PET nel Regno Unito, contenevano fino a 44.7 µg / L di antimonio, ben al di sopra dei limiti dell'UE per l'acqua del rubinetto di 5 µg / L.
La biodegradazione
Nocardia può degradare il PET con un enzima esterasi.
Gli scienziati giapponesi hanno isolato un batterio Ideonella sakaiensis che possiede due enzimi che possono scomporre il PET in pezzi più piccoli che il batterio può digerire. Una colonia di I. sakaiensis può disintegrare una pellicola di plastica in circa sei settimane.
Sicurezza
Commento pubblicato in Environmental Health Perspectives nell'aprile 2010 ha suggerito che il PET potrebbe dare perturbatori endocrini in condizioni di uso comune e ricerca consigliata su questo argomento. I meccanismi proposti includono la lisciviazione di ftalati così come la lisciviazione di antimonio. Articolo pubblicato in Giornale di monitoraggio ambientale nell'aprile 2012 conclude che la concentrazione di antimonio in acqua deionizzata conservato in bottiglie in PET rimane entro il limite accettabile dell'UE anche se conservato brevemente a temperature fino a 60 ° C (140 ° F), mentre il contenuto in bottiglia (acqua o bevande analcoliche) può occasionalmente superare il limite UE dopo meno di un anno di conservazione nella stanza temperatura.
Attrezzatura per il trattamento delle bottiglie

Esistono due metodi di stampaggio di base per le bottiglie in PET, in una fase e in due fasi. Nello stampaggio a due fasi vengono utilizzate due macchine separate. La prima macchina ad iniezione stampa la preforma, che assomiglia a una provetta, con i fili del tappo della bottiglia già modellati in posizione. Il corpo del tubo è notevolmente più spesso, poiché verrà gonfiato nella sua forma finale nella seconda fase utilizzando soffiaggio stirato.
Nella seconda fase, le preforme vengono riscaldate rapidamente e quindi gonfiate contro uno stampo in due parti per formarle nella forma finale della bottiglia. Le preforme (bottiglie non gonfiate) sono ora utilizzate anche come contenitori robusti e unici; oltre alle caramelle novità, alcuni capitoli della Croce Rossa le distribuiscono come parte del programma Vial of Life ai proprietari di case per memorizzare la storia medica per i soccorritori. Un altro utilizzo sempre più comune per le preforme sono i contenitori nell'attività outdoor Geocaching.
Nelle macchine monofase, l'intero processo dalla materia prima al contenitore finito viene condotto all'interno di una macchina, rendendolo particolarmente adatto per lo stampaggio di forme non standard (stampaggio personalizzato), inclusi vasi, ovali piatti, forme di fiasche ecc. Il suo più grande merito è la riduzione dello spazio, della manipolazione del prodotto e dell'energia e una qualità visiva molto superiore a quella ottenibile con il sistema a due fasi.
Industria del riciclaggio del poliestere
Nel 2016 è stato stimato che ogni anno vengano prodotti 56 milioni di tonnellate di PET.
Sebbene la maggior parte dei materiali termoplastici possa, in linea di principio, essere riciclata, Riciclaggio di bottiglie in PET è più pratico di molte altre applicazioni in plastica a causa dell'alto valore della resina e dell'uso quasi esclusivo del PET per l'imbottigliamento di acqua e bibite gassate ampiamente utilizzate. PET ha un codice identificativo della resina di 1. Gli usi principali del PET riciclato sono il poliestere fibra, reggette e contenitori non alimentari.
A causa della riciclabilità del PET e della relativa abbondanza di rifiuti post-consumo sotto forma di bottiglie, il PET sta rapidamente guadagnando quote di mercato come fibra per tappeti. Mohawk Industries ha rilasciato everSTRAND nel 1999, una fibra di PET con contenuto riciclato post-consumo al 100%. Da quel momento, più di 17 miliardi di bottiglie sono state riciclate in fibre per tappeti. Pharr Yarns, un fornitore di numerosi produttori di tappeti tra cui Looptex, Dobbs Mills e Berkshire Flooring, produce una fibra per tappeti in PET BCF (bulk continuous filament) contenente un minimo del 25% di contenuto riciclato post-consumo.
Il PET, come molte materie plastiche, è anche un ottimo candidato per lo smaltimento termico (incenerimento), poiché è composto da carbonio, idrogeno e ossigeno, con solo tracce di elementi catalizzatori (ma senza zolfo). Il PET ha il contenuto energetico del carbone dolce.
Quando si ricicla il polietilentereftalato o il PET o il poliestere, in generale devono essere differenziati due modi:
- Il riciclo chimico torna alle materie prime iniziali purificate acido tereftalico (PTA) o dimetil tereftalato (DMT) e glicole etilenico (EG) dove la struttura polimerica viene completamente distrutta, o in intermedi di processo come bis (2-idrossietil) tereftalato
- Il riciclaggio meccanico in cui le proprietà del polimero originale vengono mantenute o ricostituite.
Il riciclaggio chimico del PET diventerà efficiente in termini di costi solo applicando linee di riciclaggio ad alta capacità di oltre 50,000 tonnellate / anno. Tali linee potevano essere viste solo, se non del tutto, all'interno dei siti di produzione di grandi produttori di poliestere. In passato sono stati fatti diversi tentativi di portata industriale per creare tali impianti di riciclaggio chimico, ma senza successo. Anche il promettente riciclaggio chimico in Giappone non è diventato finora una svolta industriale. Le due ragioni di ciò sono: in primo luogo, la difficoltà di approvvigionamento costante e continuo di bottiglie di scarto in quantità così grandi in un unico sito e, in secondo luogo, i prezzi in costante aumento e la volatilità dei prezzi delle bottiglie raccolte. I prezzi delle bottiglie imballate sono aumentati ad esempio tra il 2000 e il 2008 da circa 50 Euro / ton a oltre 500 Euro / ton nel 2008.
Il riciclaggio meccanico o la circolazione diretta del PET allo stato polimerico è oggi operato nelle più diverse varianti. Questi tipi di processi sono tipici della piccola e media industria. L'efficienza in termini di costi può già essere raggiunta con capacità dell'impianto entro un intervallo di 5000-20,000 tonnellate / anno. In questo caso, oggi sono possibili quasi tutti i tipi di feedback di materiale riciclato nella circolazione del materiale. Questi diversi processi di riciclaggio verranno discussi in dettaglio di seguito.
Oltre a contaminanti chimici e degradazione prodotti generati durante la prima lavorazione e utilizzo, le impurità meccaniche rappresentano la parte principale delle impurità che deprezzano la qualità nel flusso di riciclaggio. I materiali riciclati vengono sempre più introdotti nei processi di produzione, originariamente progettati solo per nuovi materiali. Pertanto, i processi di selezione, separazione e pulizia efficienti diventano più importanti per il poliestere riciclato di alta qualità.
Quando parliamo di industria del riciclaggio del poliestere, ci concentriamo principalmente sul riciclaggio delle bottiglie in PET, che nel frattempo vengono utilizzate per tutti i tipi di imballaggi liquidi come acqua, bibite gassate, succhi, birra, salse, detergenti, prodotti chimici domestici e così via. Le bottiglie sono facilmente distinguibili per forma e consistenza e si separano dai flussi di plastica di scarto mediante processi di selezione automatica o manuale. L'affermata industria del riciclaggio del poliestere è composta da tre sezioni principali:
- Raccolta bottiglie in PET e raccolta differenziata: logistica dei rifiuti
- Produzione di fiocchi di bottiglie pulite: produzione di fiocchi
- Conversione dei fiocchi di PET in prodotti finali: lavorazione dei fiocchi
Il prodotto intermedio della prima sezione sono scarti di bottiglie imballate con un contenuto di PET superiore al 90%. La forma commerciale più comune è la balla, ma sul mercato sono comuni anche bottiglie pretagliate o sfuse. Nella seconda sezione, le bottiglie raccolte vengono convertite in fiocchi di bottiglie PET pulite. Questa fase può essere più o meno complessa e complicata a seconda della qualità finale del fiocco richiesta. Durante la terza fase, i fiocchi di bottiglie in PET vengono trasformati in qualsiasi tipo di prodotto come film, bottiglie, fibre, filamenti, reggette o intermedi come pellet per ulteriori lavorazioni e tecnopolimeri.
Oltre a questo riciclaggio di bottiglie di poliestere esterno (post-consumo), esistono numerosi processi di riciclaggio interni (pre-consumo), in cui il materiale polimerico sprecato non esce dal sito di produzione nel mercato libero, ma viene invece riutilizzato nello stesso circuito di produzione. In questo modo, gli scarti di fibra vengono riutilizzati direttamente per produrre fibre, gli scarti di preforme vengono riutilizzati direttamente per produrre preforme e gli scarti di film vengono riutilizzati direttamente per produrre film.
Riciclaggio di bottiglie in PET
Purificazione e decontaminazione
Il successo di qualsiasi concetto di riciclaggio è nascosto nell'efficienza della purificazione e decontaminazione nel posto giusto durante la lavorazione e nella misura necessaria o desiderata.
In generale, si applica quanto segue: prima nel processo vengono rimosse le sostanze estranee e più accuratamente viene eseguita, più efficiente è il processo.
L'alto plastificante la temperatura del PET nell'intervallo di 280 ° C (536 ° F) è il motivo per cui quasi tutte le impurità organiche comuni come PVC, PLA, poliolefine, pasta di legno chimica e fibre di carta, acetato di polivinile, sciogliere adesivo, coloranti, zucchero e le proteine i residui vengono trasformati in prodotti di degradazione colorati che, a loro volta, potrebbero rilasciare in aggiunta prodotti di degradazione reattivi. Quindi, il numero di difetti nella catena del polimero aumenta considerevolmente. La distribuzione granulometrica delle impurità è molto ampia, le particelle grandi di 60–1000 µm - visibili ad occhio nudo e facili da filtrare - rappresentano il male minore, poiché la loro superficie totale è relativamente piccola e la velocità di degradazione è quindi inferiore. L'influenza delle particelle microscopiche, che, poiché molte, aumentano la frequenza dei difetti nel polimero, è relativamente maggiore.
Il motto "Ciò che l'occhio non vede, il cuore non può piangere" è considerato molto importante in molti processi di riciclaggio. Pertanto, oltre a una selezione efficiente, in questo caso gioca un ruolo particolare la rimozione delle particelle di impurità visibili mediante processi di filtrazione a fusione.
In generale, si può dire che i processi per produrre fiocchi di bottiglie in PET dalle bottiglie raccolte sono tanto versatili quanto i diversi flussi di rifiuti sono diversi per composizione e qualità. In vista della tecnologia non c'è solo un modo per farlo. Nel frattempo, ci sono molte società di ingegneria che offrono impianti e componenti per la produzione di fiocchi, ed è difficile decidere per l'uno o l'altro progetto di impianto. Tuttavia, ci sono processi che condividono la maggior parte di questi principi. A seconda della composizione e del livello di impurità del materiale in ingresso, vengono applicate le seguenti fasi generali del processo.
- Apertura balle, apertura mattonella
- Smistamento e selezione per diversi colori, polimeri estranei in particolare PVC, corpi estranei, rimozione di film, carta, vetro, sabbia, terra, pietre e metalli
- Prelavaggio senza tagliare
- Taglio grosso a secco o abbinato al prelavaggio
- Rimozione di pietre, vetro e metallo
- Setacciatura ad aria per rimuovere pellicola, carta ed etichette
- Macinatura, a secco e / o ad umido
- Rimozione di polimeri a bassa densità (coppe) per differenze di densità
- Lavaggio a caldo
- Lavaggio caustico e mordenzatura superficiale, mantenendo la viscosità intrinseca e la decontaminazione
- risciacquo
- Risciacquo con acqua pulita
- essiccazione
- Setacciatura ad aria dei fiocchi
- Smistamento automatico dei fiocchi
- Tecnologia del circuito dell'acqua e del trattamento dell'acqua
- Controllo della qualità dei fiocchi



Impurità e difetti dei materiali
Il numero di possibili impurità e difetti del materiale che si accumulano nel materiale polimerico aumenta costantemente, sia durante la lavorazione che quando si utilizzano polimeri, tenendo conto di una vita utile crescente, applicazioni finali crescenti e riciclaggio ripetuto. Per quanto riguarda le bottiglie in PET riciclate, i difetti citati possono essere suddivisi nei seguenti gruppi:
- I terminali di poliestere reattivo OH- o COOH- vengono trasformati in terminali morti o non reattivi, ad es. Formazione di terminali di vinilestere tramite disidratazione o decarbossilazione dell'acido tereftalato, reazione dei terminali OH- o COOH- con degradazione monofunzionale prodotti come acidi monocarbonici o alcoli. I risultati sono una ridotta reattività durante la ricondensazione o la ri-SSP e l'ampliamento della distribuzione del peso molecolare.
- La proporzione del gruppo terminale si sposta verso la direzione dei gruppi terminali COOH costruiti attraverso una degradazione termica e ossidativa. I risultati sono una diminuzione della reattività e un aumento della decomposizione autocatalitica acida durante il trattamento termico in presenza di umidità.
- Il numero di macromolecole polifunzionali aumenta. Accumulo di gel e difetti di ramificazione a catena lunga.
- Il numero, la concentrazione e la varietà di sostanze estranee organiche e inorganiche non identiche ai polimeri sono in aumento. Ad ogni nuovo stress termico, le sostanze estranee organiche reagiranno per decomposizione. Ciò sta provocando la liberazione di ulteriori sostanze che supportano la degradazione e sostanze coloranti.
- I gruppi idrossido e perossido si accumulano sulla superficie dei prodotti in poliestere in presenza di aria (ossigeno) e umidità. Questo processo è accelerato dalla luce ultravioletta. Durante un ulteriore processo di trattamento, gli idroperossidi sono una fonte di radicali dell'ossigeno, fonte di degradazione ossidativa. La distruzione degli idroperossidi deve avvenire prima del primo trattamento termico o durante la plastificazione e può essere coadiuvata da opportuni additivi come gli antiossidanti.
Prendendo in considerazione i difetti chimici e le impurità sopra menzionati, durante ogni ciclo di riciclo si verifica una modifica continua delle seguenti caratteristiche del polimero, rilevabili mediante analisi chimiche e fisiche di laboratorio.
In particolare:
- Aumento dei gruppi finali COOH
- Aumento del numero di colore b
- Aumento della foschia (prodotti trasparenti)
- Aumento del contenuto di oligomeri
- Riduzione della filtrabilità
- Aumento del contenuto di sottoprodotti come acetaldeide, formaldeide
- Aumento di contaminanti estranei estraibili
- Diminuzione del colore L
- Diminuzione di viscosità intrinseca o viscosità dinamica
- Diminuzione della temperatura di cristallizzazione e aumento della velocità di cristallizzazione
- Diminuzione delle proprietà meccaniche come resistenza alla trazione, allungamento a rottura o modulo elastico
- Ampliamento della distribuzione del peso molecolare
Il riciclaggio delle bottiglie in PET è nel frattempo un processo standard industriale offerto da un'ampia varietà di società di ingegneria.
Esempi di lavorazione per poliestere riciclato
I processi di riciclaggio con il poliestere sono vari quasi quanto i processi di produzione basati su pellet primari o fusione. A seconda della purezza dei materiali riciclati, il poliestere può essere utilizzato oggi nella maggior parte dei processi di produzione del poliestere come miscela con polimero vergine o sempre più come polimero riciclato al 100%. Alcune eccezioni come film BOPET di basso spessore, applicazioni speciali come film ottici o filati attraverso la filatura FDY a> 6000 m / min, microfilamenti e microfibre sono prodotti solo da poliestere vergine.
Semplice ri-pellettizzazione dei fiocchi di bottiglia
Questo processo consiste nel trasformare gli scarti delle bottiglie in fiocchi, essiccando e cristallizzando i fiocchi, plastificando e filtrando, oltre che pellettizzando. Il prodotto è un rigranulato amorfo con una viscosità intrinseca compresa tra 0.55 e 0.7 dℓ / g, a seconda di come è stata eseguita la pre-essiccazione completa dei fiocchi di PET.
Particolarità sono: Acetaldeide e oligomeri sono contenuti nei pellet a un livello inferiore; la viscosità si riduce in qualche modo, i pellet sono amorfi e devono essere cristallizzati ed essiccati prima dell'ulteriore lavorazione.
Elaborazione per:
- Pellicola A-PET per termoformatura
- Aggiunta alla produzione vergine di PET
- BOPET film di imballaggio
- Bottiglia in PET resina di SSP
- Filato per tappeti
- plastica di ingegneria
- Filaments
- Tessuto non tessuto
- Strisce di imballaggio
- Fibra in fiocco.
Scegliere la modalità di ri-pellettizzazione significa avere un processo di conversione aggiuntivo che è, da un lato, ad alta intensità energetica e dispendioso in termini di costi, e provoca la distruzione termica. Dall'altro lato, la fase di pellettizzazione offre i seguenti vantaggi:
- Filtrazione fusa intensiva
- Controllo di qualità intermedio
- Modifica mediante additivi
- Selezione e separazione dei prodotti per qualità
- La flessibilità di elaborazione è aumentata
- Uniformazione della qualità.
Produzione di pellet o fiocchi di PET per bottiglie (da bottiglia a bottiglia) e A-PET
Questo processo è, in linea di principio, simile a quello descritto sopra; tuttavia, i pellet prodotti vengono cristallizzati direttamente (in continuo o discontinuo) e quindi sottoposti a policondensazione allo stato solido (SSP) in un essiccatore rotante o in un reattore a tubi verticali. Durante questa fase di lavorazione, la viscosità intrinseca corrispondente di 0.80–0.085 dℓ / g viene nuovamente ricostruita e, allo stesso tempo, il contenuto di acetaldeide viene ridotto a <1 ppm.
Il fatto che alcuni produttori di macchine e costruttori di linee in Europa e negli Stati Uniti si sforzino di offrire processi di riciclaggio indipendenti, ad esempio il cosiddetto processo da bottiglia a bottiglia (B-2-B), come BEPET, Storni, URRC o BÜHLER, mira a fornire in generale la prova dell '"esistenza" dei residui di estrazione richiesti e della rimozione dei contaminanti del modello secondo FDA applicando il cosiddetto challenge test, necessario per l'applicazione del poliestere trattato nel settore alimentare. Oltre a questa approvazione del processo è tuttavia necessario che qualsiasi utilizzatore di tali processi debba controllare costantemente i limiti FDA per le materie prime da lui prodotte per il suo processo.
Conversione diretta dei fiocchi di bottiglia
Al fine di risparmiare sui costi, un numero crescente di produttori intermedi di poliestere come filature, reggiatrici o cast film mills sta lavorando sull'uso diretto dei fiocchi di PET, dal trattamento delle bottiglie usate, in un'ottica di produzione crescente numero di intermedi in poliestere. Per la regolazione della viscosità necessaria, oltre ad un'efficace essiccazione dei fiocchi, è eventualmente necessario ricostituire anche la viscosità mediante policondensazione nella fase di fusione o policondensazione allo stato solido dei fiocchi. Gli ultimi processi di conversione dei fiocchi di PET prevedono l'applicazione di estrusori bivite, estrusori multivite o sistemi multirotazione e il degasaggio sotto vuoto casuale per rimuovere l'umidità ed evitare la pre-essiccazione dei fiocchi. Questi processi consentono la conversione di fiocchi di PET non essiccati senza una sostanziale diminuzione della viscosità causata dall'idrolisi.
Per quanto riguarda il consumo di fiocchi di bottiglie in PET, la porzione principale di circa il 70% viene convertita in fibre e filamenti. Quando si utilizzano direttamente materiali secondari come i fiocchi di bottiglie nei processi di filatura, è necessario ottenere alcuni principi di lavorazione.
I processi di filatura ad alta velocità per la produzione di POY richiedono normalmente una viscosità di 0.62-0.64 dℓ / g. Partendo dai fiocchi di bottiglia, la viscosità può essere impostata tramite il grado di essiccazione. L'uso aggiuntivo di TiO2 è necessario per filati opachi o semi opachi. Per proteggere le filiere è comunque necessaria un'efficiente filtrazione del fuso. Per il momento, la quantità di POY composta al 100% da poliestere riciclato è piuttosto bassa perché questo processo richiede un'elevata purezza del fuso di filatura. La maggior parte delle volte viene utilizzata una miscela di pellet vergini e riciclati.
Le fibre in fiocco vengono filate in un intervallo di viscosità intrinseca che è leggermente inferiore e che dovrebbe essere compreso tra 0.58 e 0.62 dℓ / g. Anche in questo caso la viscosità richiesta può essere regolata tramite essiccazione o regolazione del vuoto in caso di estrusione sotto vuoto. Per regolare la viscosità, tuttavia, un'aggiunta di modificatore della lunghezza della catena come glicole etilenico or glicole dietilenico può anche essere usato.
Il tessuto non tessuto di filatura, nel campo del titolo fine per applicazioni tessili e il non tessuto di filatura pesante come materiali di base, ad esempio per coperture di tetti o nella costruzione di strade, può essere prodotto mediante filatura di scaglie di bottiglie. La viscosità di filatura è di nuovo entro un intervallo di 0.58-0.65 dℓ / g.
Un campo di crescente interesse in cui vengono utilizzati materiali riciclati è la produzione di strisce per imballaggi ad alta tenacità e monofilamenti. In entrambi i casi, la materia prima iniziale è un materiale principalmente riciclato di viscosità intrinseca superiore. Le strisce di confezionamento ad alta tenacità e il monofilamento vengono quindi prodotti nel processo di filatura a fusione.
Riciclaggio ai monomeri
Il polietilene tereftalato può essere depolimerizzato per fornire i monomeri costituenti. Dopo la purificazione, i monomeri possono essere utilizzati per preparare nuovo polietilentereftalato. I legami estere nel polietilentereftalato possono essere scissi mediante idrolisi o transesterificazione. Le reazioni sono semplicemente l'opposto di quelle utilizzate in produzione.
Glicolisi parziale
La glicolisi parziale (transesterificazione con glicole etilenico) converte il polimero rigido in oligomeri a catena corta che possono essere filtrati a fusione a bassa temperatura. Una volta liberati dalle impurità, gli oligomeri possono essere reimmessi nel processo di produzione per la polimerizzazione.
Il compito consiste nell'alimentare il 10–25% di fiocchi di bottiglie mantenendo la qualità dei pellet di bottiglie prodotti sulla linea. Questo scopo viene risolto degradando i fiocchi delle bottiglie in PET - già durante la loro prima plastificazione, che può essere effettuata in estrusore monovite o multivite - ad una viscosità intrinseca di circa 0.30 dℓ / g aggiungendo piccole quantità di glicole etilenico e sottoponendo la corrente di fusione a bassa viscosità ad una filtrazione efficiente direttamente dopo la plastificazione. Inoltre, la temperatura viene portata al limite più basso possibile. Inoltre, con questo metodo di lavorazione, è possibile la possibilità di una decomposizione chimica degli idroperossidi aggiungendo un corrispondente stabilizzante P direttamente durante la plastificazione. La distruzione dei gruppi idroperossido è, con altri processi, già effettuata durante l'ultima fase del trattamento in scaglie, ad esempio aggiungendo H3PO3. Il materiale riciclato parzialmente glicolizzato e finemente filtrato viene alimentato in continuo al reattore di esterificazione o prepolicondensazione, le quantità di dosaggio delle materie prime vengono regolate di conseguenza.
Glicolisi totale, metanolisi e idrolisi
Il trattamento dei rifiuti di poliestere attraverso la glicolisi totale per convertire completamente il poliestere in bis (2-idrossietil) tereftalato (C6H4(CO2CH2CH2OH)2). Questo composto viene purificato mediante distillazione sotto vuoto ed è uno degli intermedi utilizzati nella produzione di poliestere. La reazione coinvolta è la seguente:
- [(CO) C6H4(CO2CH2CH2O)]n + n ALTO2CH2AH → n C6H4(CO2CH2CH2OH)2
Questo percorso di riciclaggio è stato eseguito su scala industriale in Giappone come produzione sperimentale.
Simile alla glicolisi totale, la metanolisi converte il poliestere in dimetil tereftalato, che può essere filtrato e distillato sotto vuoto:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n CH3AH → n C6H4(CO2CH3)2
La metanolisi viene eseguita solo raramente nell'industria oggi perché la produzione di poliestere a base di dimetil tereftalato si è ridotta enormemente e molti produttori di dimetil tereftalato sono scomparsi.
Inoltre, come sopra, il polietilene tereftalato può essere idrolizzato ad acido tereftalico e glicole etilenico ad alta temperatura e pressione. L'acido tereftalico grezzo risultante può essere purificato mediante ricristallizzazione per ottenere materiale adatto alla ripolimerizzazione:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O→ n C6H4(CO2H)2 + n ALTO2CH2OH
Questo metodo non sembra essere stato ancora commercializzato.